ラミネート用Tダイとはフイルム同士や紙、アルミ箔などの異素材を貼り合せたり、素材の上にPP、PEなどの樹脂をラミネートする場面で多く使用されます。
ダイにはシートダイやラミネート用ダイがありますが、押し出し機から吊り下げられた様子が逆Tの字に見える事から一般的にTダイと呼ばれます。


ムダ(産業廃棄物)をなくし、人と地球に優しいTダイ
特許ディッケル構造により
弊社製リップにより
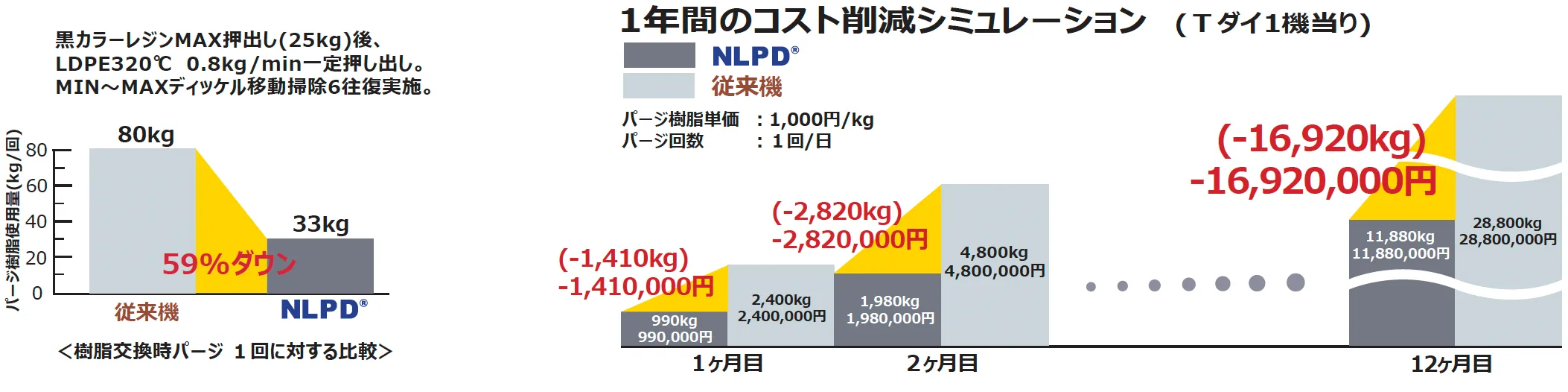
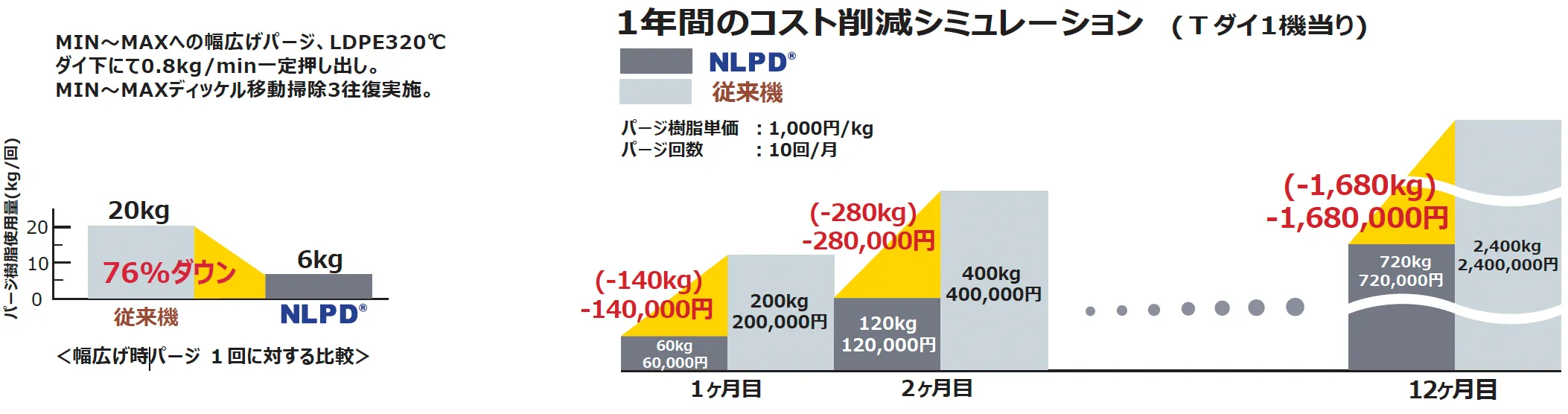
※上記データは、Tダイのみのパージ量であり、押出し機及びクロスヘッド等に要するパージ量は含みません。
又、押出し機及びクロスヘッドの仕様により上記データは変動するものと思われます。





当社では、最良のダイを製作するにあたり〈熱歪みの少ないダイ=残留応力解消〉を心掛けております。
| 型式 | NLPD1000-M | NLPD1200-M | NLPD1300-M | NLPD1400-M | NLPD1500-M | NLPD1800-M |
|---|---|---|---|---|---|---|
| 本体寸法(W×H) | 120×250 | 140×285 | ||||
| リップ長(mm) | 1,070 | 1,270 | 1,370 | 1,470 | 1,570 | 1,870 |
| マニホールド形式 | ストレートマニホールド | |||||
| 本体マニホールド(φ) | 35 | 35 | 35/42 | 35/42 | 42 | 42/45 |
| 本体ランド(mm) | 4 | 4 | 4/5 | 4/5 | 5 | 5 |
| ディッケル形式 | インナーディッケル(全幅埋込み型 PAT.) | |||||
| スリット幅(mm) | 0.6mm~1.0mm(出荷時:設定値±2μmに調整) | |||||
| スリット幅調整 | 片側、差動ボルト式(手動調整) | |||||
| リップ開口幅範囲(mm) | 500~1,000 | 500~1,200 | 500~1,300 | 500~1,400 | 700~1,500 | 1,000~1,800 |
| リップ開口幅移動 | ハンドル移動(手動) | |||||
| 加熱帯(本体+リップ) | 5+1 | 7+1 | 7+1 | 9+1 | 9+1 | 11+1 |
| ヒータ配線 | ヒータ端子接続方式(ヒータ渡り配線込み) | |||||
| 本体材質 | SUS420J2 | |||||
| 流路面表面処理 | 特殊焼入+硬質クロムメッキ | |||||
| リップ流路面表面処理 | 特殊焼入+硬質クロムメッキ※ | |||||
| 予備品・付属品 |
|
|||||
備考:リップ長さ1300mmまでに限りCr-N(PVD処理)もご用意しております。以下の場合は特別仕様となります。
| オプション |
|
|---|
※高硬度合金接合リップについてはこちら
※この仕様表は2015年4月1日現在のNLPDの仕様を表にしたものです。
※仕様改善の為、仕様が変更になる場合がありますので詳しくは当社営業までご連絡下さい。
毎日必ず手にしてはいるけど「どうやって作っているの?」など考えもせず封を開けて中身を食べれば捨てられてしまうだけの包装材ではありますが、近年PB(プライベート・ブランド)商品が町中や海外に溢れ、たかが包装材、されど包装材+ジャパンクオリティーが加わり、フイルムの厚薄の均一で好評がある弊社のTダイがお役に立っています。

以前のダイからNLPDに変えてからはパージ時間が大幅に短縮し、樹脂ロスも削減しました。
また、厚薄の調整がほとんど必要ありませんし、厚薄が安定しているので、検査器でNGにされていたロスも減りました。近年の経費削減の折、当社でも電力削減という事で他のラインは週に何回か止めていますが、その分効率のいいNLPDのラインはフル稼働しています。 特に不具合、デメリットは感じないです。
F社 ○○業界 ○○○製造部 様
NLPDを使い始めて思ったのは、ディッケルユニットのオープン機構です。
これは楽だし役に立っています。
あとはメッキ前の処理と後、メッキがいいのか樹脂のヤケが少ないのと消耗品がほとんどありません。ランニングコストという意味でも役に立っています。良くない点は特にありません。
N社 ○○業界 ○○○製造部 K様
現在御社でご使用中のメーカー制作のダイ、緊急を要するキズ修正にも対応いたします。
(研削室 24時間 稼働中)

【電車・バスでお越しの場合】
株式会社 江新エンジニアリング
TEL.03-3655-8815
〒132-0025
東京都江戸川区松江1-22-7
